Konepajan lattialla hitsaaja laskee maskin ja kokeilee hitsausasentoa. Piirustuksessa hitsi näyttää suoralta ja selkeältä, mutta käytännössä poltin ei mahdu rakenteen sisään ilman, että ranteet ovat mahdottomassa kulmassa. Edessä on taas tuttu ”kääntörumba”: usean sadan kilon painoinen teräskappale on kiinnitettävä nosturiin, käännettävä ja aseteltava uudelleen vain yhden hitsipalon vuoksi. Tämä ei ainoastaan syö kallista tuotantoaikaa, vaan se rikkoo työn rytmin ja turhauttaa ammattilaista, joka näkee, että ongelma olisi vältetty yhdellä viivalla suunnittelupöydällä.
Samaan aikaan toimiston puolella suunnittelija käy läpi CAD-mallia. Projektin deadlinet painavat päälle, ja takana on pitkä päivä teknisten yksityiskohtien parissa. Malli on lujuusopillisesti oikea ja geometrisesti tarkka. Suunnittelijalle on annettu tiukka tavoite pudottaa tuotteen valmistuskustannuksia ja työtunteja, mutta ilman välitöntä palautetta tuotannosta hän on sokea omalle työlleen. Hänellä ei ole keinoa tietää, että se teknisesti pätevä valinta hitsin sijoittelussa on juuri se tekijä, joka moninkertaistaa työtunnit tuotantovaiheessa.
Tämä on teollisuuden tyypillinen pullonkaula: ”seinän yli heittäminen”. Siinä suunnittelu ja valmistus toimivat erillisinä saarekkeina, ja tieto kulkee lähinnä dokumentteina, usein vasta sitten, kun merkittävät päätökset on jo lyöty lukkoon. Kokemus on osoittanut, että todellinen loikka tuottavuudessa ei löydy hienommista ohjelmistoista, vaan inhimillisen pääoman arvostamisesta. Kyse on siitä, miten hitsaajan hiljainen tieto saadaan siirrettyä suunnittelun tueksi ennen ensimmäistäkään hitsipalkoa.
Teoria käytännön takana: Kun 80 % kustannuksista lukitaan suunnittelupöydällä
Valmistusystävällinen suunnittelu (Design for Manufacturing and Assembly, DFMA) on teknisenä menetelmänä vakiintunut. Sen ydinajatuksena on optimoida tuotteen rakenne niin, että valmistus ja kokoonpano ovat mahdollisimman tehokkaita laadusta tai toiminnallisuudesta tinkimättä. DFMA:n periaatteisiin kuuluu esimerkiksi osakomponenttien lukumäärän minimointi, osien standardointi, selkeiden asennussuuntien suunnittelu sekä tarpeettoman tiukkojen toleranssien välttäminen. (Boothroyd 1994). Vaikka DFMA-periaatteet on tunnettu teollisuudessa pitkään, niiden jalkauttaminen käytännön arkeen on osoittautunut monessa organisaatiossa vaikeaksi. Esteenä on usein perinteinen siiloutuminen, jossa tieto ei liiku osastorajojen yli riittävän aikaisin.
Tämä on kriittinen haaste, sillä tuotekehityksen alkuvaiheen päätökset ohjaavat merkittävää osaa koko projektin taloudesta. Tutkimusten mukaan jopa 70–80 prosenttia tuotteen elinkaarikustannuksista lukitaan jo suunnitteluvaiheessa (Ulrich ja Eppinger 2012). Tämä tarkoittaa, että valtaosa tuotteeseen sitoutuvista materiaali-, valmistus- ja elinkaarikustannuksista lyödään lukkoon siinä vaiheessa, kun tuote on vielä suunnittelupöydällä.
Kuva 1. Hitsausstandardin EN ISO 3834 esittely. Kuvassa Hitleap-hankkeen projektipäällikkö Jussi Asikainen.
Keskeistä DFMA-ajattelussa onkin, että valmistettavuus nostetaan yhtä tärkeäksi suunnittelukriteeriksi kuin tuotteen suorituskyky ja ominaisuudet. Tämä edellyttää poikkifunktionaalista yhteistyötä: tuotekehityksen tueksi on kytkettävä valmistus, laadunvarmistus, hankinta ja mahdollisuuksien mukaan myös alihankkijat heti projektin alkuvaiheessa. Kun suunnittelu toimii erillisenä saarekkeena ja siirtää valmiin dokumentaation tuotantoon vasta päätösten jälkeen (Adler 1995), menetetään paras mahdollisuus vaikuttaa valmistuskustannuksiin ja tuotettavuuteen.
Tästä syystä valmistusystävällisyyttä ei pitäisi tarkastella TKI-toiminnassa pelkkänä teknisenä tarkistuslistana. Kyse on ennen kaikkea organisaation strategisesta kyvystä hyödyntää asiantuntijoiden osaamista laajasti ja oikeaan aikaan. Kun valmistuksen reunaehdot tunnetaan jo luonnosvaiheessa, vältytään kalliilta revisiokierroksilta ja valmistusprosessin takkuamiselta.
Kuva 1 Hitsausstandardin EN ISO 3834 esittely. Kuvassa Hitleap-hankkeen projektipäällikkö Jussi Asikainen.
Hiljainen tieto ja työntekijälähtöinen innovaatiotoiminta
Adlerin (1995) mukaan suunnittelun ja valmistuksen integraatio syvenee portaittain, ja sen korkein taso edellyttää tiivistä asiantuntijayhteistyötä. Tällöin tuotannon työntekijöitä ei nähdä vain ohjeiden suorittajina, vaan prosessin keskeisinä asiantuntijoina, joiden osaaminen integroidaan osaksi suunnittelua (Sanders & Stappers 2008). Nykyaikaisessa teollisuudessa merkittävin hukka ei useinkaan liity raaka-aineisiin, vaan menetettyyn tietoon. Organisaation kilpailukyky riippuukin kyvystä aktivoida työntekijälähtöinen innovaatiotoiminta (EDI) ja kanavoida työntekijöiden hallussa oleva hiljainen tieto (tacit knowledge) osaksi tuotekehitystä (Juntunen 2024). Tutkimukset organisaatioiden oppimisesta ja innovaatiokyvykkyydestä korostavat, että merkittävä osa kehitysideoista ja parannuksista syntyy ruohonjuuritasolla, työntekijöiden arjessa (Kesting, 2010). Samalla se lisää henkilöstön sitoutumista: kun työntekijät näkevät omien parannusehdotustensa vaikuttavan käytäntöihin, heidän motivaationsa ja työtyytyväisyytensä kasvavat, mikä edelleen ruokkii innovatiivisuutta (Juntunen 2024).
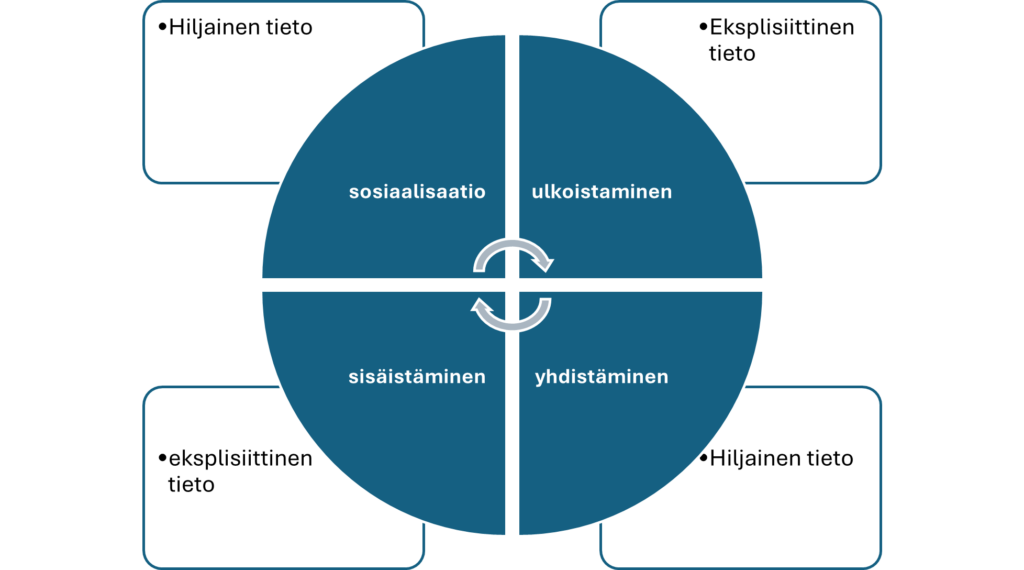
Kuva 2 SECI-malli (mukaillen Nonaka & Takeuchi 1995, 62)
Hitsaajan vuosien varrella kertynyt kokemus on usein sellaista, jota on vaikea siirtää pelkän dokumentaation tai ohjeistusten avulla. Tiedon kulku vaatii Nonakan ja Takeuchin SECI-mallin mukaista sosiaalistamista: yhteisiä foorumeita ja työpajoja, joissa hiljaiset havainnot ja käytännön kokemus muunnetaan näkyväksi (explicit) ymmärrykseksi. (Nonaka & Takeuchi, 1995).
Ilman näitä ohjattuja kohtaamisia ammattitaito jää helposti vain yksilöiden tiedoksi tai suullisen perimätiedon varaan, jolloin se ei päädy suunnittelupöydälle asti. Etupainotteinen yhteistyö ja osastojen väliset ristiintarkistukset ovatkin tehokkaimpia tapoja varmistaa tuotteen valmistettavuus ja leipoa laatu sisään prosessiin jo ennen tuotannon käynnistämistä. Tämä lähestymistapa vähentää revisiokierroksia ja varmistaa, että suunniteltu tuote on optimaalinen myös valmistuksen näkökulmasta.
Miksi seinien murtaminen on käytännössä niin vaikeaa? Teollisuuden rajapinnoilla informaation epäsymmetria estää asiantuntijoiden hiljaisen tiedon siirtymisen, mikä viittaa SECI-mallin mukaiseen puutteelliseen sosiaalistamiseen. Suunnittelija ei välttämättä tunne konekannan uusimpia teknisiä rajoitteita, eikä tuotanto puolestaan tiedä esim. lujuusopillisia perusteita tiettyjen vaatimusten taustalla. Jos tätä kokemusta ei kyetä ulkoistamaan yhteisiksi suunnittelusäännöiksi, organisaatio päätyy toistamaan samoja virheitä revisiopäivitysten ja muuttuvien asiakasvaatimusten paineessa.
Suurin este kehitykselle on kuitenkin psykologinen ”kiireen kehä”. Lyhyellä aikavälillä on näennäisesti nopeampaa hitsata hankala hitsi kerta toisensa jälkeen kuin pysähtyä juurisyyanalyysia ja tiedon yhdistämistä varten. Työntekijälähtöisen innovaatioprosessin keskiössä on murtava nämä tietosiilot ja käynnistettävä tiedon luomisen spiraali. Vasta kun hiljainen tieto saadaan liikkumaan vapaasti ja se sisäistetään uusiksi toimintatavoiksi, oireiden korjaaminen vaihtuu jatkuvaksi oppimiseksi. Tällöin valmistusystävällisyys ei ole enää päälleliimattu tavoite, vaan osa yrityksen syvintä osaamispääomaa.
Juurisyyanalyysi (Root Cause Analysis, RCA) suunnitteluprosessissa
Teknisten vikaoireiden taustalta paljastuu usein syvälle rakenteisiin ulottuvia haasteita. Työpajoissa kannustettiin 5 x Miksi -menetelmään (Root Cause Analysis, RCA). Siinä kysytään toistuvasti ”miksi”, kunnes saavutetaan ongelman perimmäinen aiheuttaja. Tämä siirtää painopisteen yksittäisten virheiden paikkailusta kokonaisvaltaiseen prosessien kehittämiseen. (Ohno, 1988)
Tarkastellaan teknologiateollisuudelle tyypillistä esimerkkitilannetta: tuotantoon saapuvista piirustuksista puuttuu kriittisiä hitsausmerkintöjä. Ensimmäinen havainto on usein suunnittelijan kiire, mutta analyysi ei saa pysähtyä siihen. Miksi aikaa ei ollut? Syyksi paljastuu poikkeuksellisen kireä projektiaikataulu. Kun kysytään edelleen miksi, huomataan asiakkaan muuttaneen vaatimuksiaan suunnittelun loppuvaiheessa ilman hallittua muutoksenhallintaprosessia. Neljäs taso paljastaa, että myynnin ja suunnittelun välinen ristiintarkistus on jäänyt tekemättä. Lopulta viidennellä askeleella kohdataan varsinainen juurisyy: organisaatiolta puuttuu vakiintunut toimintamalli, jolla varmistetaan valmistettavuus ja muutosten hallinta ennen tuotantovaiheen käynnistämistä.
Tämä esimerkki havainnollistaa, kuinka teknisenä pidetty haaste on todellisuudessa seurausta osastojen välisestä erillisyydestä. Juurisyyn tunnistaminen kääntää katseen oireiden hoitamisesta kohti varhaista yhteistyötä ja ristiintarkistuksia. Lähestymistapa noudattaa Lean-ajattelun ydintä: laatu leivotaan sisään jo suunnittelupöydällä. Näin virheet estetään ennalta, jolloin vältytään kalliilta ja monimutkaisilta korjaustarpeilta valmistus- ja kokoonpanovaiheessa.
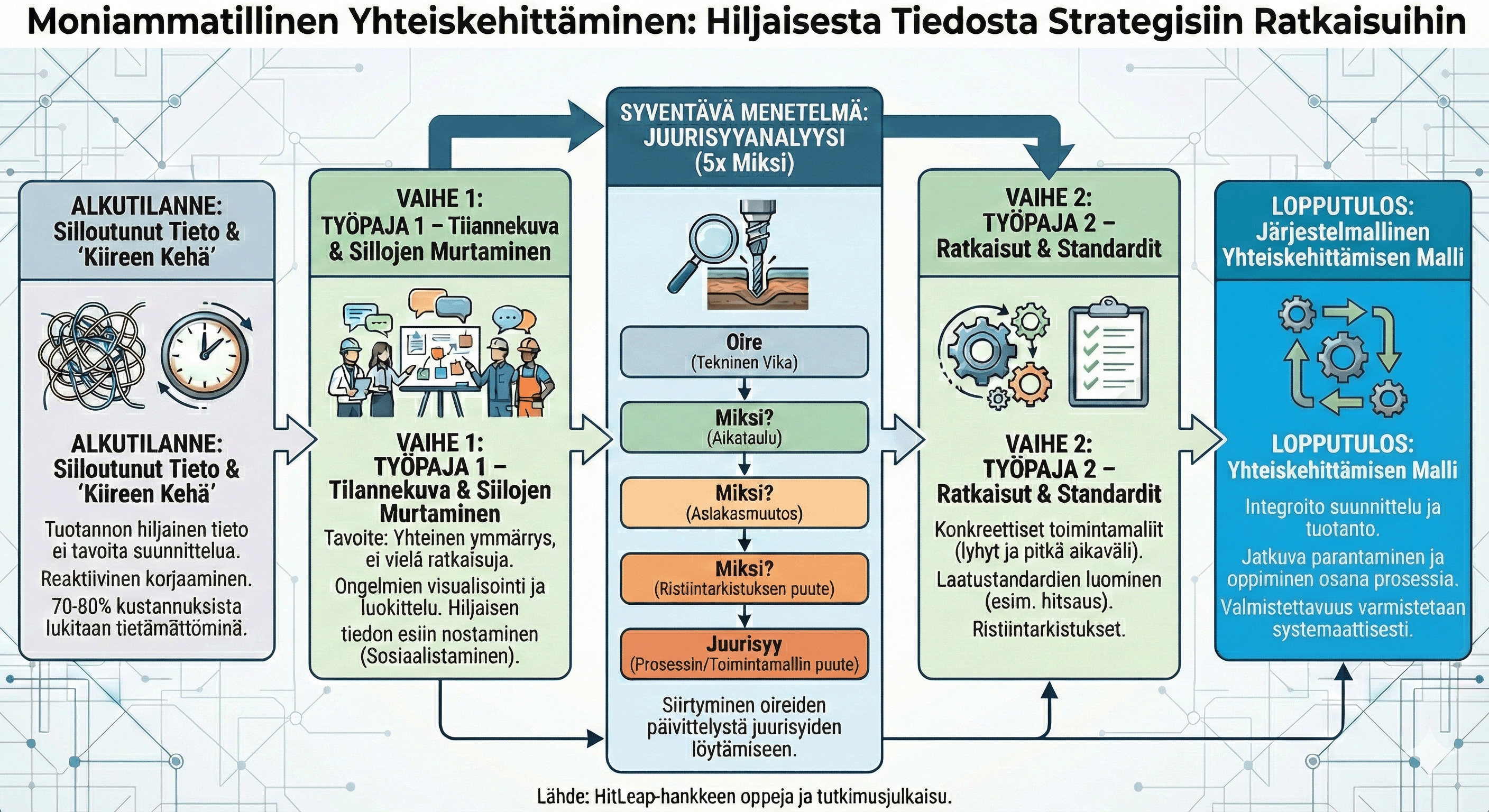
Kuva 3 Työpajamallin rakenne. Luotu Gemini-tekoälyllä
Yhteiskehittämisen rakenne
Osana kehitystyötä sovellettiin iteratiivista, kaksivaiheista työpajamallia, joka muuttaa perinteistä tapaa tarkastella valmistettavuutta. Kyseessä ei ollut pelkkä keskusteluhetki, vaan hallittu jatkumo, jossa ensimmäisen vaiheen havainnot toimivat suoraan syötteenä toisen vaiheen ratkaisutyöskentelylle. Prosessi eteni ensimmäisen työpajan tilannekuvan luomisesta toisen työpajan konkreettisiin toimenpiteisiin ja strategisen kehittämisen suunnitteluun.
Vaihe 1: Tilannekuva ja ongelmien tunnistaminen
Ensimmäinen työpaja omistettiin tilannekuvan muodostamiselle ja osastojen välisten siilojen murtamiselle. Keskeisenä tavoitteena oli pureutua ongelmien juurisyihin ennen ratkaisuvaiheeseen siirtymistä. Moniammatilliset ryhmät, joissa oli koneistajia, hitsareita, suunnittelijoita sekä yrityksen johtoa. Tunnistivat ja luokittelivat ongelmia prosessin eri vaiheisiin, mikä auttoi nostamaan esiin tuotannon arjessa piilevää hiljaista tietoa. Huomion kiinnittäminen tässä vaiheessa puhtaasti ongelmiin, eikä vielä ratkaisuihin, jolloin rajapintojen kriittiset vuotokohdat tunnistettiin perusteellisesti. Tämä esti perinteisen virheen, jossa monimutkaisia haasteita yritetään paikata liian nopeilla, pintapuolisilla korjauksilla.
Vaihe 2: Ratkaisumallit ja strateginen oppiminen
Toisessa vaiheessa painopiste siirrettiin ratkaisujen muotoiluun. Pohjustuksena käytettiin hitsauksen laatustandardeja (kuten EN ISO 3834), jotka toimivat viitekehyksenä laadun ja valmistettavuuden väliselle suhteelle. Ryhmätyöskentelyssä ratkaisuja työstettiin kahdella eri aikajänteellä:
- Quick wins: Välittömästi toteutettavat toimenpiteet, jotka sujuvoittavat tuotannon arkea ja viestintää nopeasti.
- Strategiset muutokset: Pitkän aikavälin kehityskohteet, jotka vaativat muutoksia organisaation laajempiin prosesseihin tai toimintamalleihin.
Tämän kaltaiset yhteiskehittämisen menetelmät ilmentävät käytännössä organisaation oppimiskyvyn kasvattamista. Kun eri sidosryhmät tuodaan yhteen ja heille annetaan välineet sekä aikaa analysoida ja ratkaista ongelmia yhdessä, organisaatio harjoittaa strategista oppimista. Se oppii virheistään ja onnistumisistaan tavalla, joka parantaa sen tulevaa suorituskykyä. Työpajojen aikana syntyneet oivallukset dokumentoitiin ja koottiin uusiin toimintamalleihin, esimerkiksi päivitettyihin suunnitteluohjeisiin, tarkistuslistoihin ja viestintärutiineihin. Näin opitusta tulee osa organisaation institutionaalista muistia, eikä laadun ja tuottavuuden parantaminen jää yksittäisten ihmisten muistin varaan, vaan uudet käytännöt vakiinnutetaan osaksi yrityksen prosesseja (Juntunen, 2024; Nonaka & Takeuchi, 1995). Samalla organisaation eri tasojen välinen luottamus vahvistuu ja kulttuuri kehittyy suuntaan, jossa avoin tiedon jakaminen ja jatkuva parantaminen ovat arkipäivää (Hiltunen, 2025; Senge, 1990).
Työpajaprosessin suurin lisäarvo ei lopulta ollut pelkkä ratkaisulista, vaan yhteiskehittämisen kulttuurin vahvistuminen. Osallistujat sisäistivät uuden tavan ratkaista ongelmia yli osastorajojen, mikä on kestävän kilpailukyvyn perusedellytys teknologiateollisuudessa.
Johtopäätökset
Yhteiskehittämisen avulla organisaatiot voivat purkaa suunnittelun ja tuotannon väliset siilot ja siirtyä reaktiivisesta ”tulipalojen sammuttamisesta” kohti ennakoivaa, strategista kehittämistä. Valmistusystävällinen suunnittelu ei onnistu pelkkien teknisten työkalujen voimin, vaan edellyttää fasilitoitua vuorovaikutusta ja työntekijälähtöistä innovaatiotoimintaa, siis rakenteita ja foorumeita, joissa tuotannon hiljainen tieto tuodaan tuotekehityksen tueksi jo varhaisessa vaiheessa. Kun kokeneiden ammattilaisten käytännön osaaminen välittyy suunnittelupöydälle, vältytään kalliilta revisioilta ja tuotantovaihetta hidastavilta yllätyksiltä.
Kaksivaiheinen työpajamalli yhdessä systemaattisen juurisyyanalyysin kanssa on osoittautunut tehokkaaksi tavaksi vahvistaa organisaation oppimiskykyä ja viedä parannustoimet pintatasoa syvemmälle. Näin siirrytään yksittäisten virheiden toistuvasta korjailusta kohti pysyviä prosessiparannuksia, jolloin uudet, paremmat toimintatavat juurtuvat osaksi organisaation kulttuuria. Samalla jatkuva oppiminen sekä laadun ja toiminnan kehittäminen sujuvoittavat tuotantoa ja vahvistavat yrityksen kilpailukykyä, koska globaaleilla markkinoilla menestyminen edellyttää sekä virheettömyyttä että nopeaa reagointikykyä.
Työntekijälähtöinen innovaatiotoiminta on osoittautumassa keskeiseksi tavaksi hyödyntää inhimillistä pääomaa: se tuo esiin parannusideat sieltä, missä työ oikeasti tapahtuu, ja sitouttaa henkilöstön muutokseen.
Julkaisu ja työpajan pilotti on tehty Hitleap-hankkeessa. HitLeap-hankkeessa vahvistetaan alueen hitsaavien yritysten osaamista ja tuottavuutta. Tavoitteenamme on tuoda uusinta teknologiaa ja innovatiivisia koulutusratkaisuja hitsausautomaation alalle. Lisäksi tarjoamme hitsausautomaatio- ja hitsausoperaattorikoulutukset.
Hanke on Euroopan unionin osarahoittama, ja päärahoittaja on Etelä-Savon ELY-keskus (ESR+).
Kirjoittaja Henri Juntunen TKI-Asiantuntija.

Lähdeviitteet
Adler, P. S. (1995). Interdepartmental interdependence and coordination: The case of the design/manufacturing interface. Organization Science, 6(2), 147–167.
Boothroyd, G. (1994). Product design for manufacture and assembly. Computer-Aided Design, 26(7), 505–520.
Formentini, G., Faccio, M., & Poli, F. (2022). Design for manufacturing and assembly methods in the mechanical industry: A systematic literature review. International Journal of Advanced Manufacturing Technology, 120(7–8), 5111–5146.
Hiltunen, E. (2025). Employee-driven innovation. In P. Eriksson, T. Montonen, P.-M. Laine & A. Hannula (Eds.), Elgar Encyclopedia of Innovation Management (pp. 31–33). Edward Elgar. (Open Access)
Høyrup, S. (2012). Employee-driven innovation: A new phenomenon, concept and mode of innovation. Teoksessa S. Høyrup ym. (toim.), Employee-Driven Innovation: A New Approach (s. 3–33). Palgrave Macmillan.
Juntunen, H. (2024). Työntekijälähtöinen innovaatiotoiminta tietojohtamisen näkökulmasta teknologiateollisuusorganisaatiossa (Pro gradu -tutkielma). Itä-Suomen yliopisto,
Kesting, P., & Ulhøi, J. P. (2010). Employee-driven innovation: Extending the license to foster innovation. Management Decision, 48(1), 65–84.
Liker, J. K. (2004). The Toyota Way: 14 Management Principles from the World’s Greatest Manufacturer. McGraw-Hill.
Nonaka, I., & Takeuchi, H. (1995). The Knowledge-Creating Company: How Japanese Companies Create the Dynamics of Innovation. Oxford University Press.
Ohno, T. (1988). Toyota Production System: Beyond Large-Scale Production. Productivity Press.
Sanders, E. B.-N., & Stappers, P. J. (2008). Co-creation and the new landscapes of design. CoDesign, 4(1), 5–18.
Ulrich, K. T., & Eppinger, S. D. (2012). Product Design and Development (5. painos). McGraw-Hill.